
softedge TABLEWARE IS DESIGNED WITH DURABILITY AND DAILY USE IN MIND.
EMPLOYING A MIXTURE OF TRADITIONAL AND CONTEMPORARY TECHNIQUES, EACH PIECE IS MINDFULLY CRAFTED FROM HIGH-QUALITY, LOCAL MATERIALS.
-
IDEATION
While our approach to form is playful, we believe functionality is at the core of all good design.
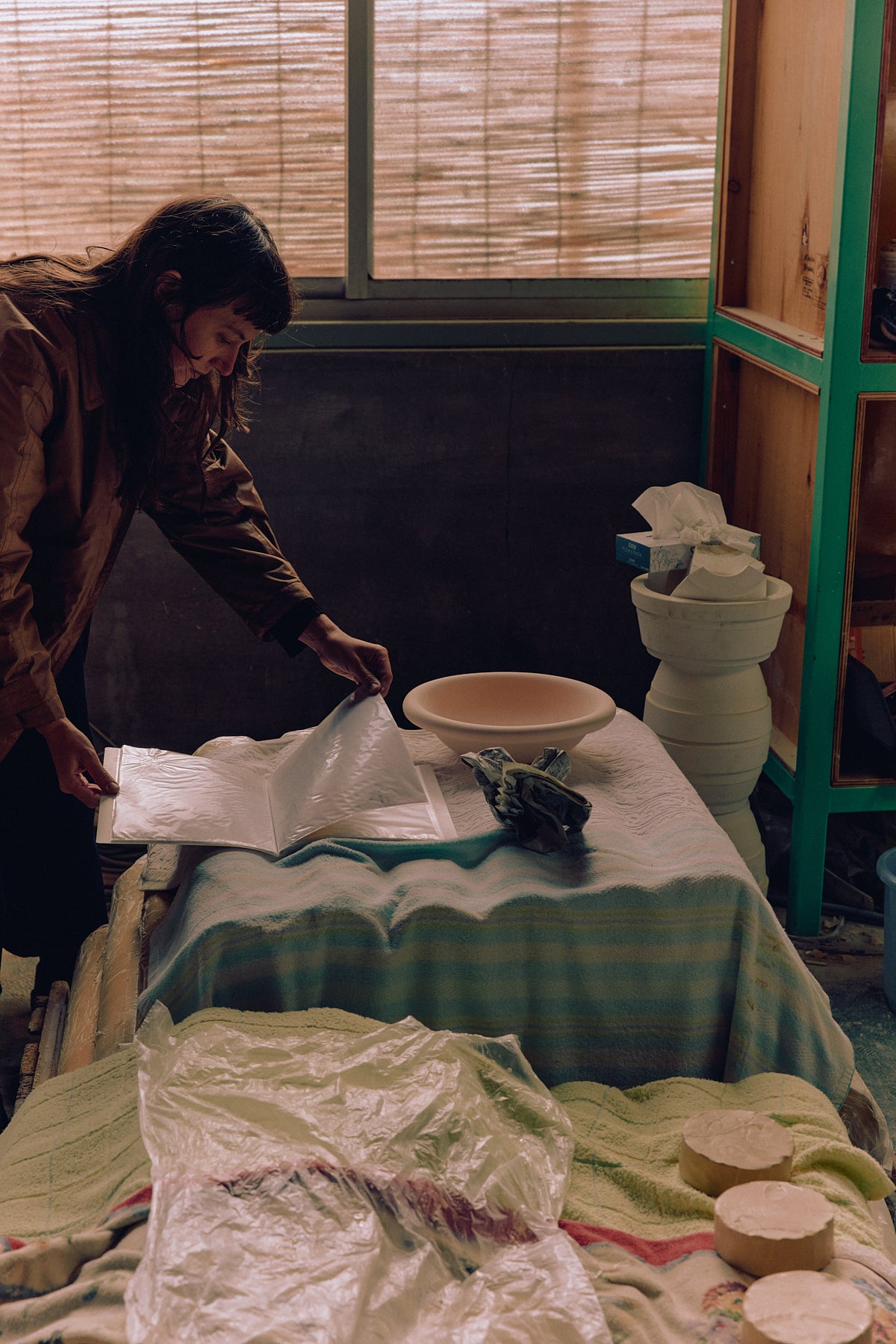
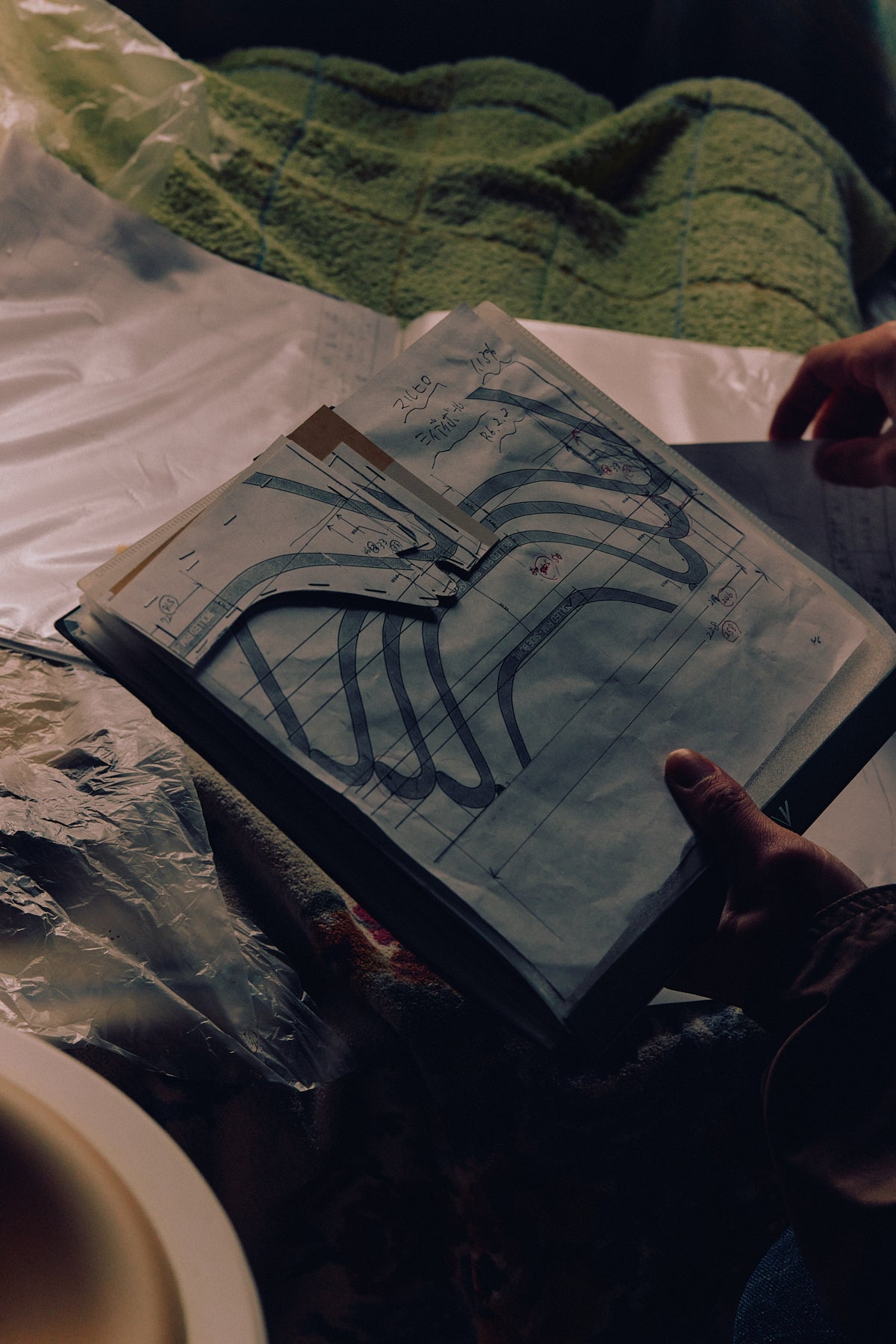
Each object in our collection starts at the human scale, as a tactile hand-modelled clay form which is then translated into plaster, refined, and later digitised using 3D modelling to finesse the details before the prototyping process begins.


Materials & Process

KAOLIN First discovered in Jingdezhen, China, Kaolin has been used in the production of Japanese porcelain ware since the beginning of the Edo Period (around 450 years ago). More robust than any other type of clay once fired, yet softer and more challenging to form, porcelain presents every potter with paradox in their quest for perfection. The pure and precious nature of this clay has led many to consider it ‘white gold’.

CLAY PROCESSING For over 350 years, the Mitsunomata Toishigawa Quarry has supplied Kaolin and other raw pottery stones to the Hasami area. However, in recent times, local makers and manufacturers have begun sourcing their clay from a more consistent seam in the nearby Amakusa area. Raw materials and recycled offcuts alike are processed in a plant powered by the Shiota River in neighbouring Ureshino.

MOLD MAKING Model, prototype, case, and production are all terms you’ll hear thrown around the plaster workshop of any mould master. This is a space of absolute precision, and while the design process might begin on the computer with a 3D model, only the fine motor skills and problem-solving of a practised maker can translate an idea into form.

SLIP CASTING The slip-casting process utilises the capillary property of gypsum plaster, which draws water out of the clay, turning the liquid ‘slip’ into a leather-hard form. Once a cast object has been released from its mould with the careful application of compressed air, there are a few more steps before a form can be set aside to dry before the first bisque firing.





ROLLING Similar to slip-casting, the rolling machine uses moulds to replicate challenging forms with precision and speed. Symmetry is a precondition for this production method, and the setup requires cooperation and coordination between multiple mould makers to produce both plaster and metal components. This process is little slow to start but speedy once things begin spinning.

GLAZE CHEMISTRY Colour can be elusive when applied to clay. Unlike the ‘what you see is what you get’ pigments and paints common to other crafts, pottery’s protective and decorative layer relies on a series of complex chemical reactions that are catalysed by high heat and controlled by environmental oxygen levels. Successfully reproducing a single colour can be a lifetime’s work for some, but we are lucky enough to be working with an 13th-generation expert.

GLAZING Our 'Rolled Rim' design presents a unique challenge when considering the application of glaze. This must be evenly adhered to each curve and corner of a design in order to avoid colour variation, crazing and crawling. The exact choreography of the hand dance required to achieve this feat was hard-won through trial and error, a marvel to watch and a process that must be modified for each size and colour in the collection.

FIRING The second firing, which takes several days, utilises 1300°C of heat to turn porous bisque ware into strong, vitrified porcelain pottery. Near the peak of the firing, the silica-rich glaze mixture melts with the help of flux and frits to form a food-safe surface around each piece. We’ve made it sound simple, but there are myriad variables to contend with each time the kiln door is closed, making this part of the process a little more like a trial by fire than a sure thing.



